خم کاری در انواع کارهای ورق کاری برای تامین فرم مورد نظر و همچنین افزایش مقاومت در خمش جلوگیری از آسیب به دست ایجاد اتصال نیاز به خم کاری میباشد. وسایل و ماشین آلاتی مختلفی برای این کار به کار برده میشود. هر کدام می توانند خم های معینی را انجام دهند.
برای کسب اطلاعات بیشتر میتوانید به سایت دیگر ایران فلز نیز مراجعه نمایید.
برای دیدن این فرآیند به لینک زیر مراجعه نمایید.
ویدیو فرآیند خمکاری را ببینیم
تعریف خم کاری
رایج ترین روش های خمش چیست؟
همه ی مصنوعاتی که از جنس ورق فلزات هستند، دارای مقصود مشترکی میباشند. خمش یک ورق از جنس فلز برای رسیدن به فرم مدنظر برای تولید محصولات موردنظر است. راه های مختلفی برای اعمال خم روی اوراق فلزی وجود دارد. انواع خم کاری در ورق فلزات با استفاده از دستگاه ها انجام میگردد. ورق ها با متریال گوناگون، ضخامت و خواص گوناگون نیازمند ایجاد خم در زاویه و شعاع خم گوناگون میشوند. با هدف مشترک ایجاد خمش از روشهای استاندارد مختلفی استفاده می گردد، که باعث سلامت نهایی کار و زیبایی قطعات در انتهای عملیات خم، همچنین کاربردیتر بودن خمش خواهد شد. در اینجا به برخی از مدل های ایجاد خم در فرآیند ورق فلزی اشاره میکنیم.
–بازگشت فنری چگونه بر خم شدن تأثیر می گذارد؟ عامل k چیست؟ چگونه کمک هزینه خم شدن را محاسبه کنیم؟
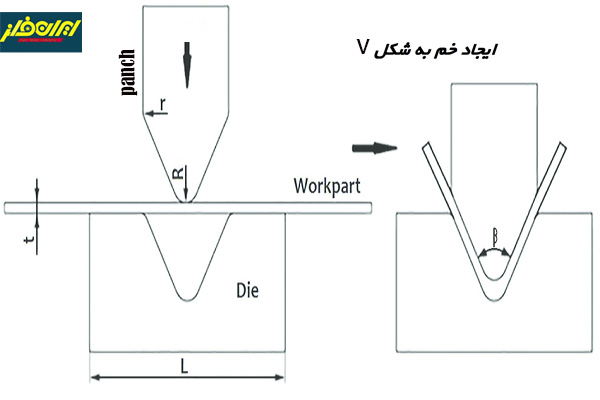
1. خم کاری v شکل
خم به صورت شکل V پرکاربردترین روش خم روی ورق فلزات میباشد. این خم با استفاده از تجهیراتی انجام میشود که به نام مرگ و مشت گفته میشوند. قالب مورد استفاده در این روش خمکاری یک قالب به شکل V است، در همینطور پانچ هم به شکل زاویهدار V طراحی شده است. پانچ با اعمال فشار روی ورق فلزی باعث ایجاد شکل V روی ورق فلز خواهد شد.
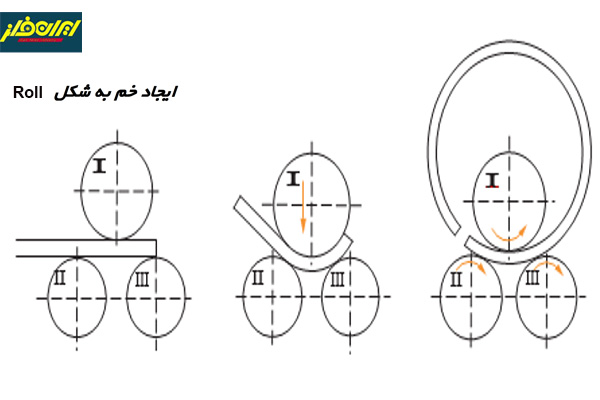
2. خم کاری به شکل Roll
3. خم کاری به شکل U


4.خم کاری دوار
خمش رول که به عنوان نورد صفحه یا خمش زاویه ای شناخته میشود، یک روش فلزکاری است که از تعدادی غلتک برای ایجاد زوایه روی یک سطح از جنس فلزات به یک انحنا یا زاویه مشخص استفاده میکند. فلز با عبور بین غلتک ها در فشار قرار میگیرد. و پس از اعمال این فشار منحنی شکل میگیرد.
5. خم کاری لبه
برای خم لبه های فلزات علاوه بر تجهیزات هاص نیاز به موارد دیگری نیز میباشد. عواملی مثل دقت و ظرافت بیشتر مخصوصا برای لبه ی فلزات و طرح هایی که ظریف تر میباشند.

خمش ورق فلزی ( خم کاری فلزات )
یکی از متداولترین و بهترین روش ساخت با استفاده ورق فلزی, به کار بردن خمکاری فلزات است. ما این خمکاری را توسط دستگاه cnc انجام میدهیم. در واقع با استفاده از این روش رایج با ایجاد زاویه خم به ورق شکل میدهیم.
در گروه صنعتی ایران فلز با استفاده از دو روش برش و خم فلزات انواع فراوانی را با اشکال هندسی روی ورق های فلزات میسازیم.



متداولترین روش شکل دهی ورق های فلزی در خم کاری
دستگاه خم کن دستی
از این دستگاه برای خم های گوش دار وقسمت هایی که دارای انحنا کم یا محدودی میباشند به کار برده می شود. دارای پایه ای است که فک زیرین بر روی آن سوار شده است و فک رویی به کمک مکانیزم پیچ و مهره که حرکت میکند و میتوان به وسیلهی آن ورق را بین دو فک محکم کرد.
فک دیگر به نام فک خم کننده هم وجود دارد که قابل حرکت است. به وسیله فک میتوان ورقی را که بین فک روئی و زیرین محکم قرار گرفته شده است را خم کرد. برای اینکه نیروی وزن خم کننده کنترل شود. در انتهای آن وزنه ای را قرار میدهند، که به آن وزنه تعادل میگویند در لبههای فکها چیز هایی از جنس فولاد نصب میشوند. این تیغه ها را می توان تعویض کرد که با تعویض کردن آنها میتوان خم های متفاوتی را به وجود آورد.
- ظرفیت دستگاه خم کن دستی
این نوع ماشین خم کن ورق های آهن و فولاد و کم کربن را تا ضخامت ۳ میلیمتر.
ورقهای آلومینیوم و آلیاژهای را تا ضخامت ۶ میلیمتر.
ورقه های مس و برنج را از ضخامت ۵ میلیمتر خمکاری میکند.
ماشین خم کن برقی
خم کن های برقی در خم کاری
اجزای ماشین های خم کن برقی
۳ فک بالای دستگاه دارای وابسته هایی میباشد. حرکت خود را از الکتروموتور ای که در پایه سمت راست نصب شده است میگیرد.
صفحه گردان و با وابسته های آن که نیرو را برای خمکاری از الکتروموتور دریافت میکنند.
خم شدگی یک نیرو است؟
نیرو تجهیزات و انتقال نیرو :
که این تجهیزات نیرو ها تبدیل کرده و سپس به قسمتهای متحرک ماشین انتقال میدهد و در پایه های دستگاه جاسازی میکند.
جعبه فرمان مجهز به کلید های روشن و خاموش و همچنین دارای کلید توقف فرمان و توقف دقیق تیغه ها هنگام خم کاری که بر روی دستگاه نصب شده است را انجام میدهد.
دستگاه های دیگری هم برای خم کردن ورق های فلزی مورد استفاده قرار میگیرند. این دستگاه های پرس خم می باشند از جمله دستگاه های پرس خم مکانیکی و هیدرولیکی هستند.
نقشه های برش لیزر و خم کاری
روشهای خم کاری ورق فلز
- خمکاری v
فلنج
برشی
دورانی
کانالی
هوایی
هر یک از روش های با توجه به نوع وشکل که قرار است به وجود بیاید یکی از این روش های خم کاری انتخاب میشود. با دقت و مهارت شکل مورد نظر به وجود می آيد.
انواع خم کاری پرس
خم در پرس ترمز دارای سه نوع است با توجه به نوع کارکرد قطعه و رابطه موقعیت ابزار در قسمت پایانی و ضخامت ورق نوع خم نیز انتخاب میشود.
انواع خم عبارتند از: خم شدن هوا, خم پایین و خم سکه. میتوان گفت شکل و قالب تجهیزات برای انواع خم تاحدود بسیاری برابر است.
پانچ: یک قالب با ابزار ریل شکل بلند با نوک شعاعی که شکل داخل خمش را تعیین و پانچ نام دارد. پانچها اکثرا بوسیله گیره هایی به قوچ دستگاه وصل میگردند. با حرکت پانچ ها نیروی خمش تولید میگردد.
قالب: ابزار ریلی طویل قالب با کانالی طولی مقعر یا V شکل است که تعیین کننده شکل بیرون قالب است، قالب نامیده میشود. قالب ها معمولاً ثابت هستند.
در سطح پایینی ورق و روی دستگاه قرار میگیرند. بعضی از مکانها بین دو نوع مختلف قالب (مشت و قالب) فرقی نمیگذارند.
خمش روی پرس ترمز
خمش CNC بیشتر با به کارگیری پرس ترمز به اجرا در می آید. نتیجه خمکاری توسط cnc کارآمدی و سود بالا است. فرم دهی ورق فلزی با پرس برک، دقت رضایت بخش را داراست. مخصوصا امکان تکرار زاویه با استفاده از اندازه گیری درجه خم میتواند موجب رضایت باشد. خم کاری سی ان سی به ویژه در مورد فرض تکرارپذیری کل فرآیند دارای سود آوری بالاست. این روش برای همه ی ورق ها، هم نازک و هم ضخیم مناسب است.
امتیاز شما به این برش لیزر ایران فلز برای این مقاله